Varmförzinkning – Projektering
Helt avgörande för kvalitén är kunskapen hos de som utför ytbehandlingen med varmförzinkning. Vi arbetar med kvalitetssäkring enligt SS-EN ISO 1461:2009. Vi kan garantera er mycket hög kvalitet på våra varmförzinkade produkter då vi har stor kunskap och lång erfarenhet av att utföra behandlingen.
Filtrering
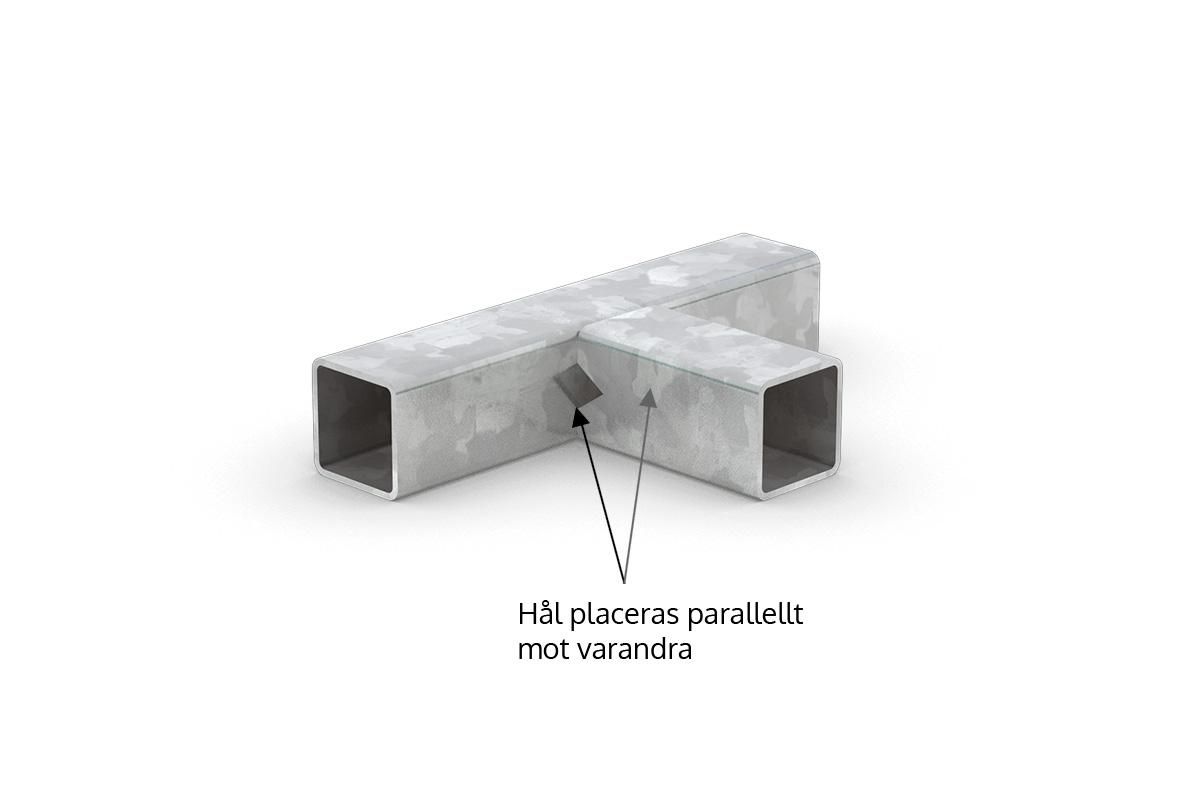
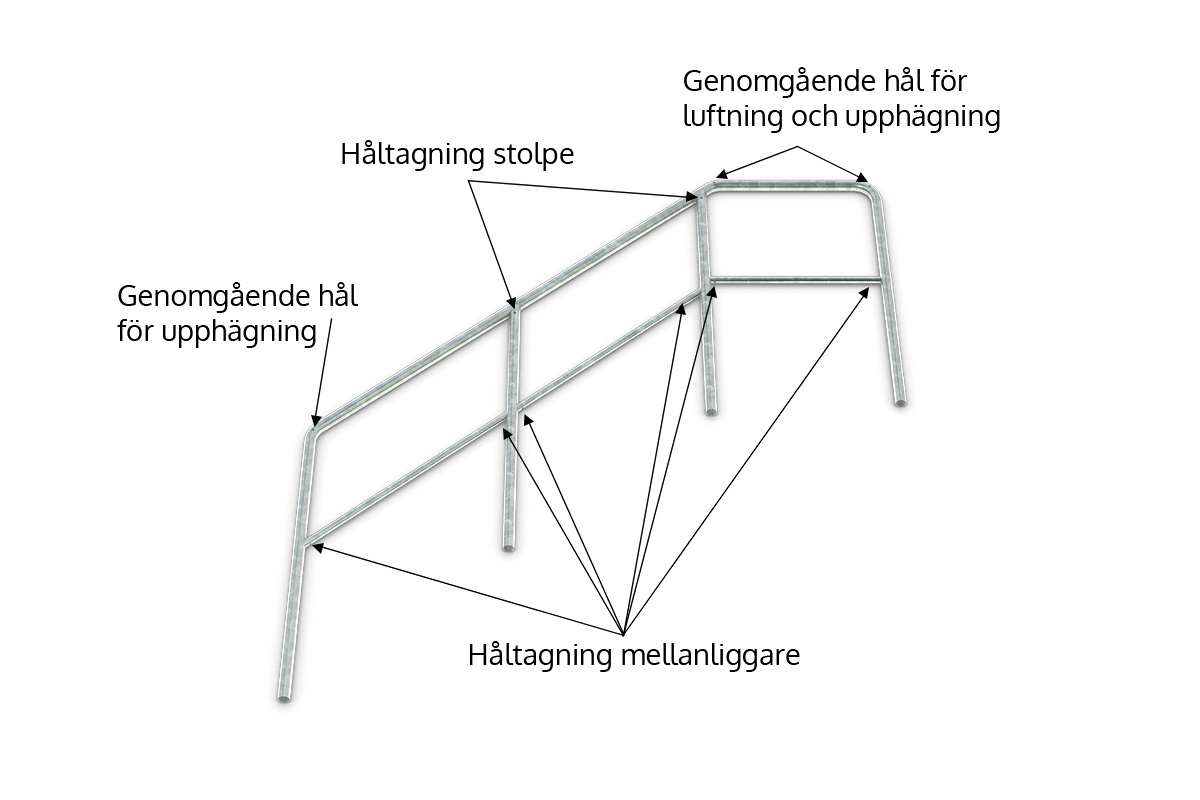
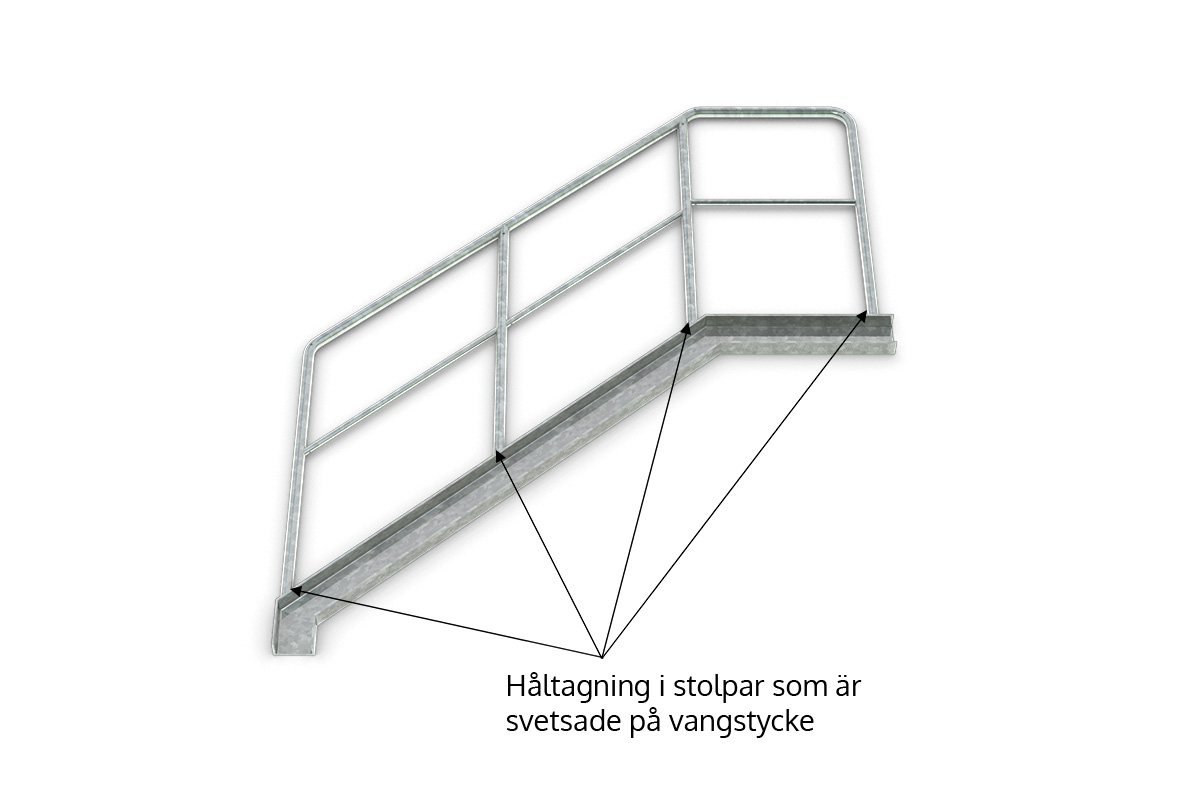
Håltagning för varmförzinkning
Nedan anges olika förslag gällande håltagning av rör i gods.
Konstruktionstips
Storlek
Större konstruktioner måste delas om måtten överstiger förbehandlingskarens och varmförzinkningsgrytans dimensioner. Zinkgrytan är 1,2 m bred, 2,8 m djup och 6,5 m lång och för att hålla en bra kvalité på det som varmförzinkas är maximala mått på en konstruktion som ska varmförzinkas bredd 1,15 m, höjd 2,6 m och längd 6,3 m. Rakt gods t ex balkar eller rör kan varmförzinkas i längder upp till 6,7 m.
Maximal lyftkapacitet är 2500kg.
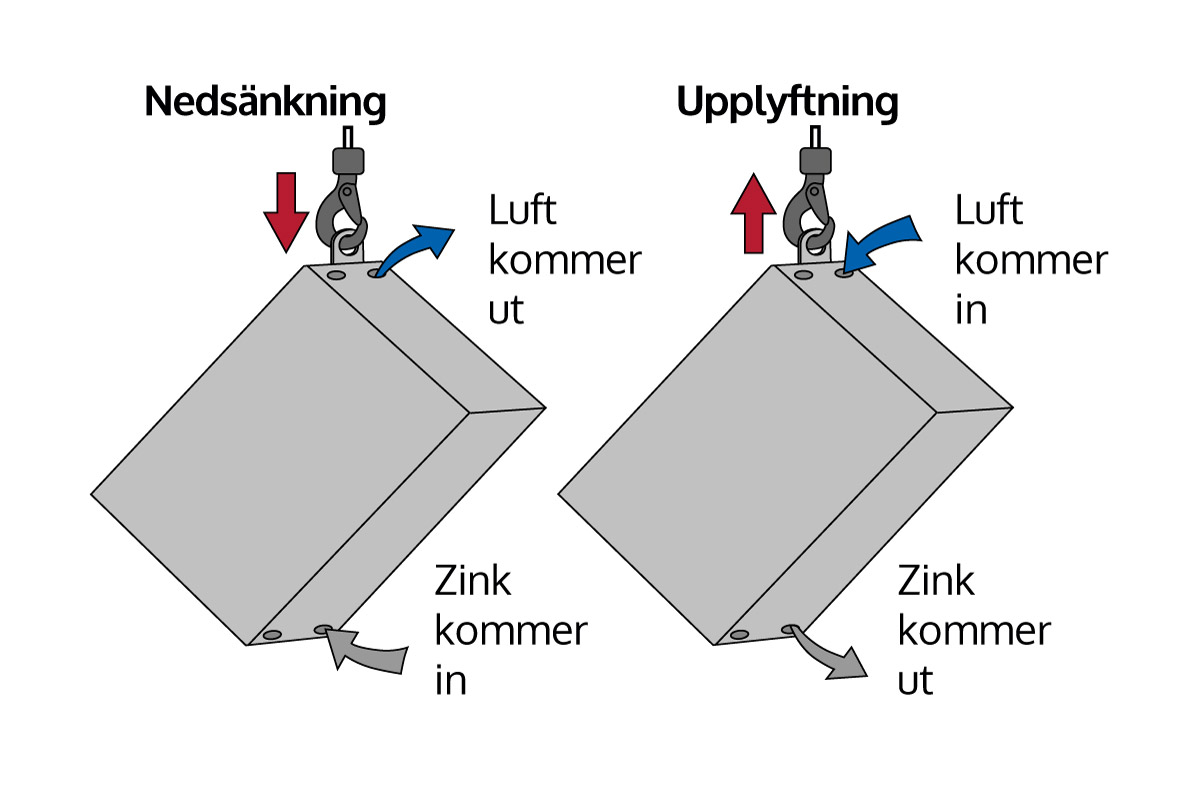
Dränering
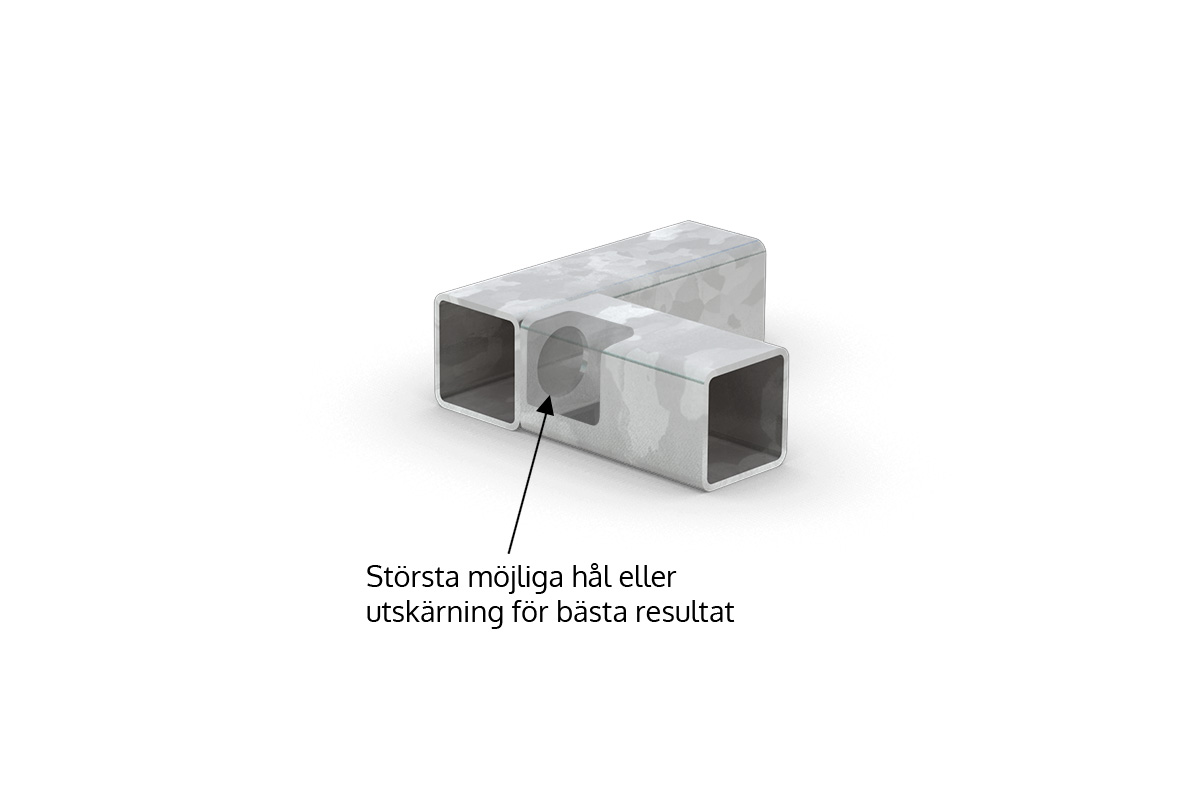
Godset måste förses med dräneringshål så att luften kommer ut och zink kommer in i hålrummet. Öppningarna måste vara rätt placerade och dessutom tillräckligt stora – annars kan inte varmförzinkningen utföras eller så blir resultatet dåligt. Nedanstående tabell kan fungera som vägledning.
Minsta diameter dräneringshål
Rördimension (mm)
| Mindre än: | ||
| 15 | 15 | 20 X 10 |
| 20 | 20 | 30 X 15 |
| 30 | 30 | 40 X 20 |
| 40 | 40 | 50 X 30 |
| 50 | 50 | 60 X 40 |
| 60 | 60 | 80 X 40 |
| 80 | 80 | 100 X 60 |
| 100 | 100 | 120 X 80 |
| 120 | 120 | 160 X 80 |
| 160 | 160 | 200 X 120 |
| 200 | 200 | 260 X 140 |
Minsta håldiameter i mm med antal hål
| 1 | 2 | 3 |
| 8 | ||
| 10 | ||
| 12 | 10 | |
| 14 | 12 | |
| 16 | 12 | 10 |
| 20 | 12 | 10 |
| 20 | 16 | 12 |
| 25 | 20 | 12 |
| 30 | 25 | 16 |
| 40 | 25 | 16 |
| 50 | 30 | 16 |
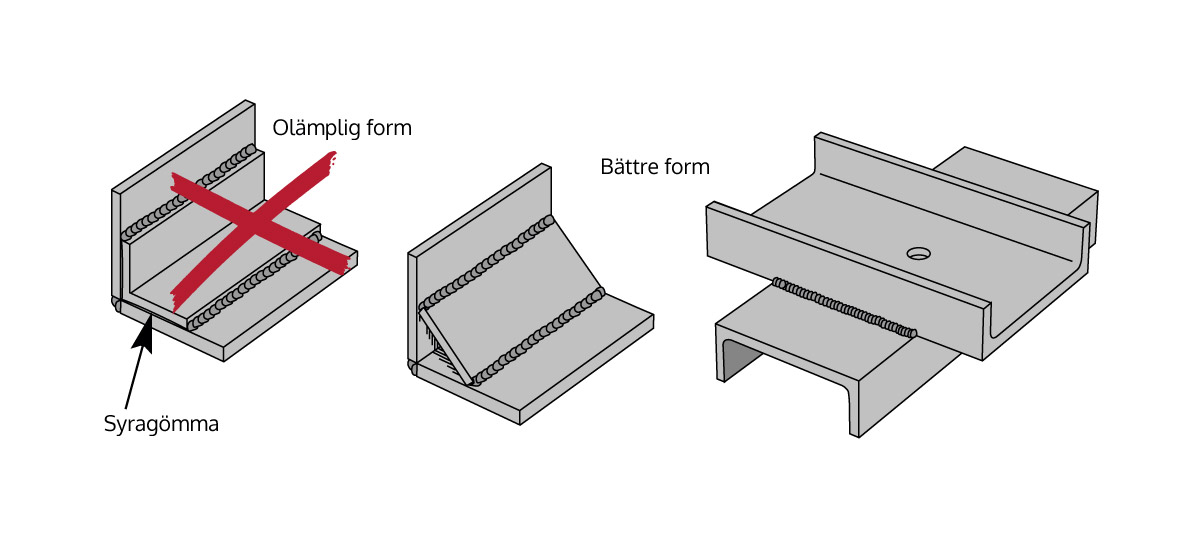
Undvik syragömmor
Undvik trånga spalter som lätt blir syragömmor. Påsvetsade förstärkningar ska helst inte helsvetsas. Måste helsvetsning ändå göras ska håltagning ske när ytan är över 70 cm². Flera hål kan behöva borras på en större förstärkningsplåt.
Rent gods
Material som ska varmförzinkas måste vara rent från färg, fett och olja innan det betas. För snabb leverans och lägre kostnad bör tillverkaren ombesörja detta.
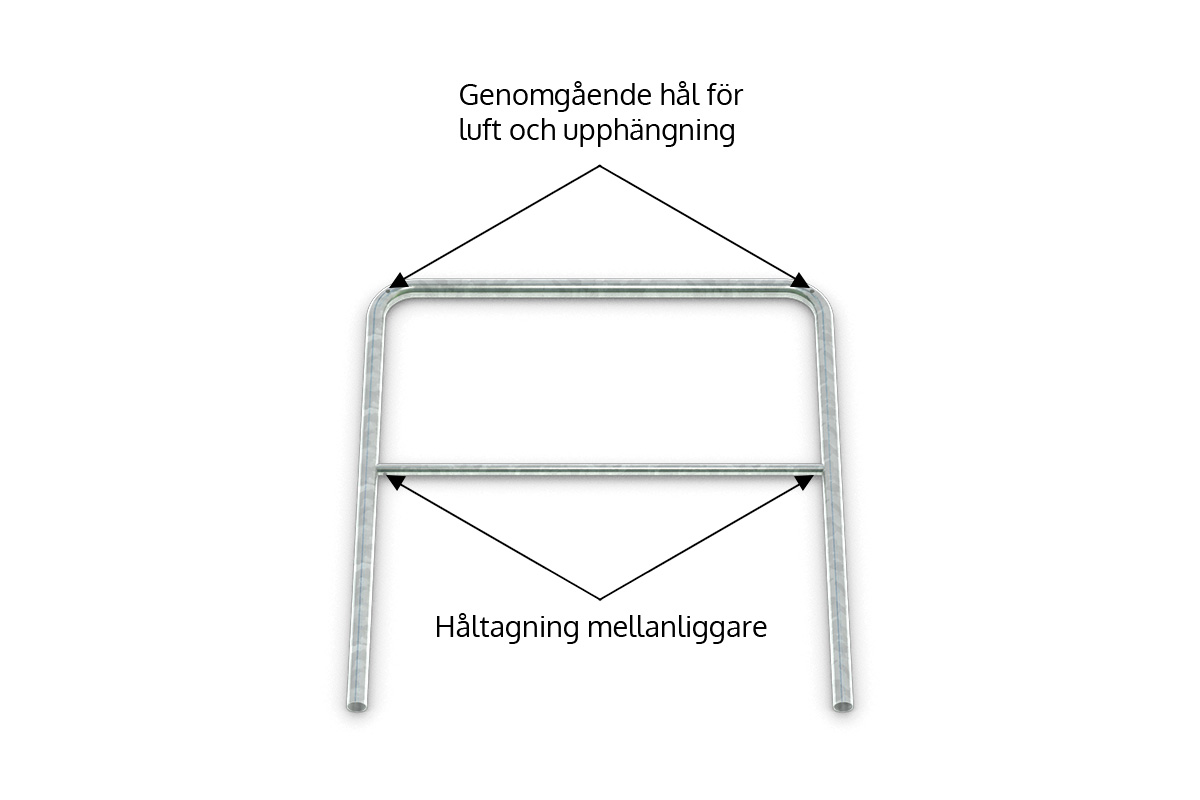
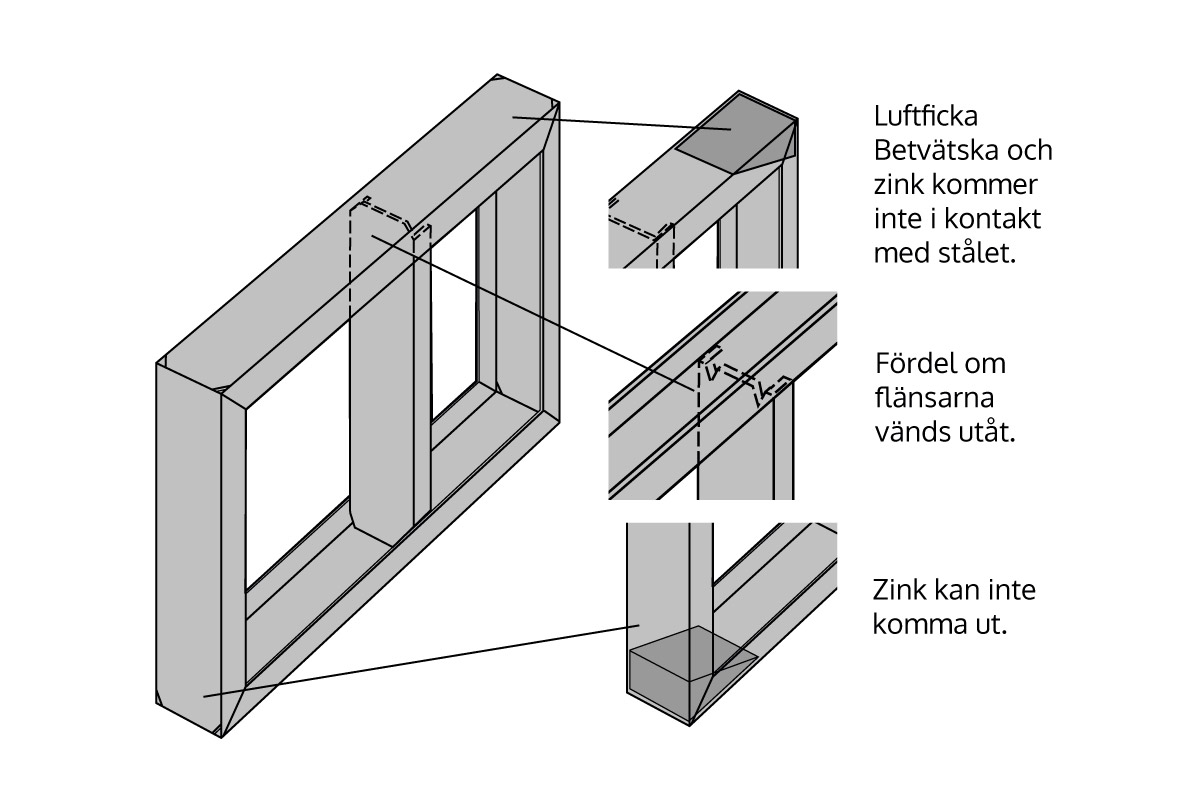
Balkramar
I balkramar är det en fördel om flänsarna vänds utåt. Om detta inte kan göras måste tillräckligt stora hål tas upp i hörnen, annars finns risken att det bildas luftfickor där stålet blir obelagt. Zinkanhopningar kan också bildas i en del hörn.
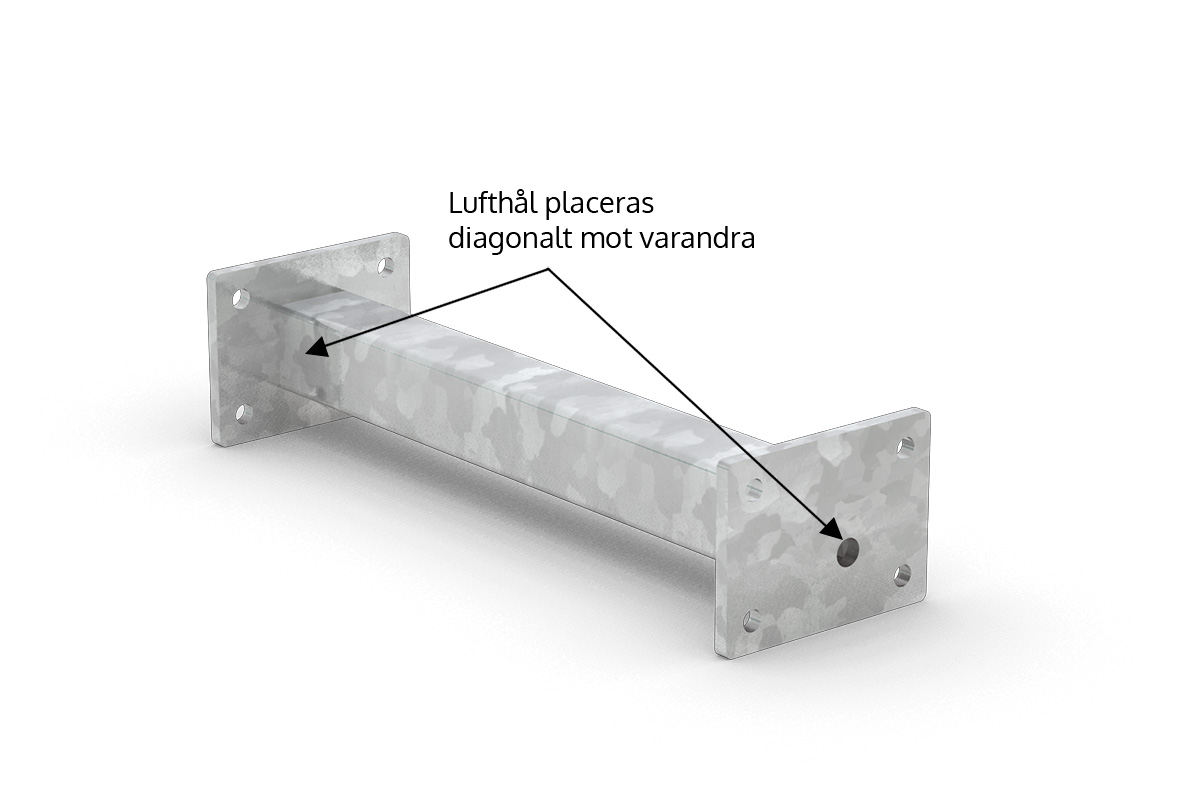
Behållare
Anslutningar i mindre behållare placeras diagonalt och så nära hörnen som möjligt, annars försvåras urtappningen av zinken. I behållare får röranslutningar inte vara inskjutande då fullständig urrinning av zinken försvåras.
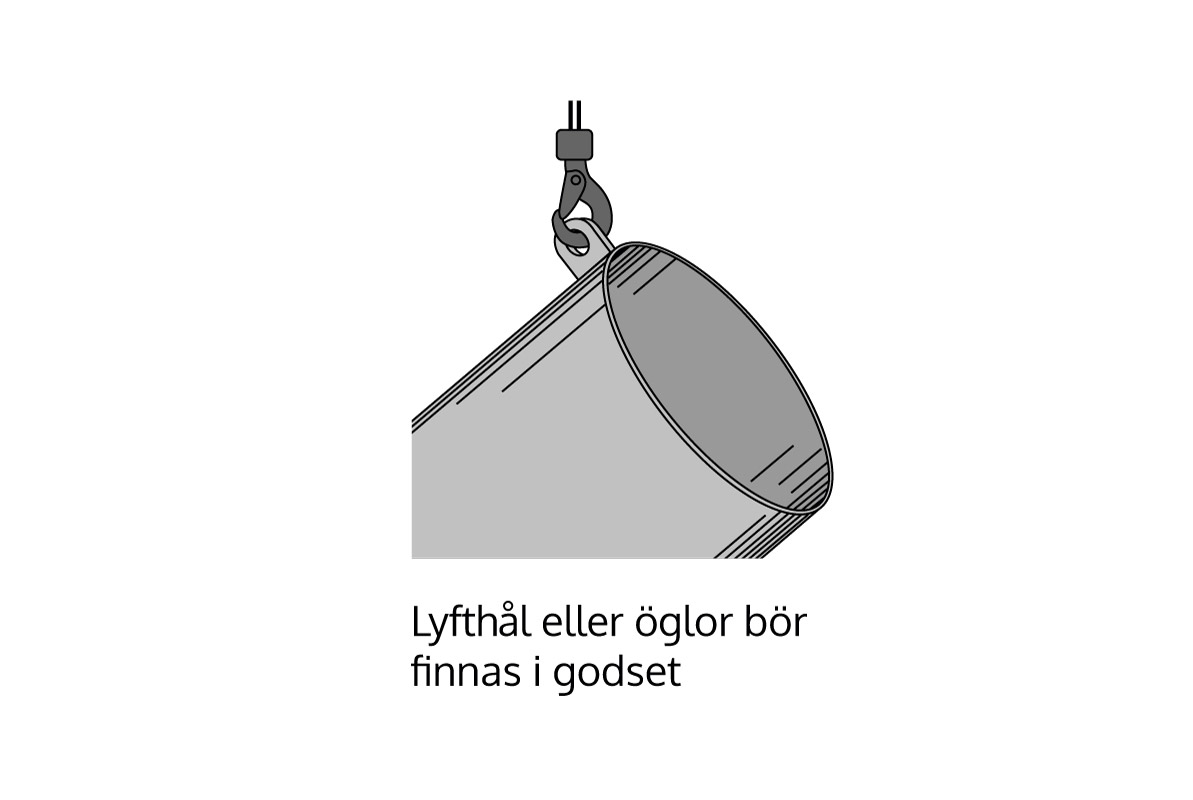
Lyfthål, öglor
Gör konstruktionerna i lätthanterliga delar som monteras ihop efter varmförzinkningen. Lyfthål eller öglor bör finnas eftersom behandlingen då blir billigare.
Att undvika!
- Allt för avvikande godstjocklekar i samma konstruktion – materialet kan slå sig och få ojämn zinktjocklek.
- Olika materialkvaliteter i samma konstruktion – zinkbeläggningen kan bli olika tjock.
- Allt för långa och slanka konstruktioner samt tunn plåt – hanteringen försvåras och konstruktionen kan slå sig.